

News Center


Contact: Mr. Jin
Tel: 13901575780
0512-52428686
Contact: Mr. Zha
Tel: 13913639797
0512-52422071
Address: No. 59, Huyi Road, Liantang, Shanghu Town, Changshu City, Jiangsu Province.
Sources:m.czcgzx.com | PublishDate:2026.04.07
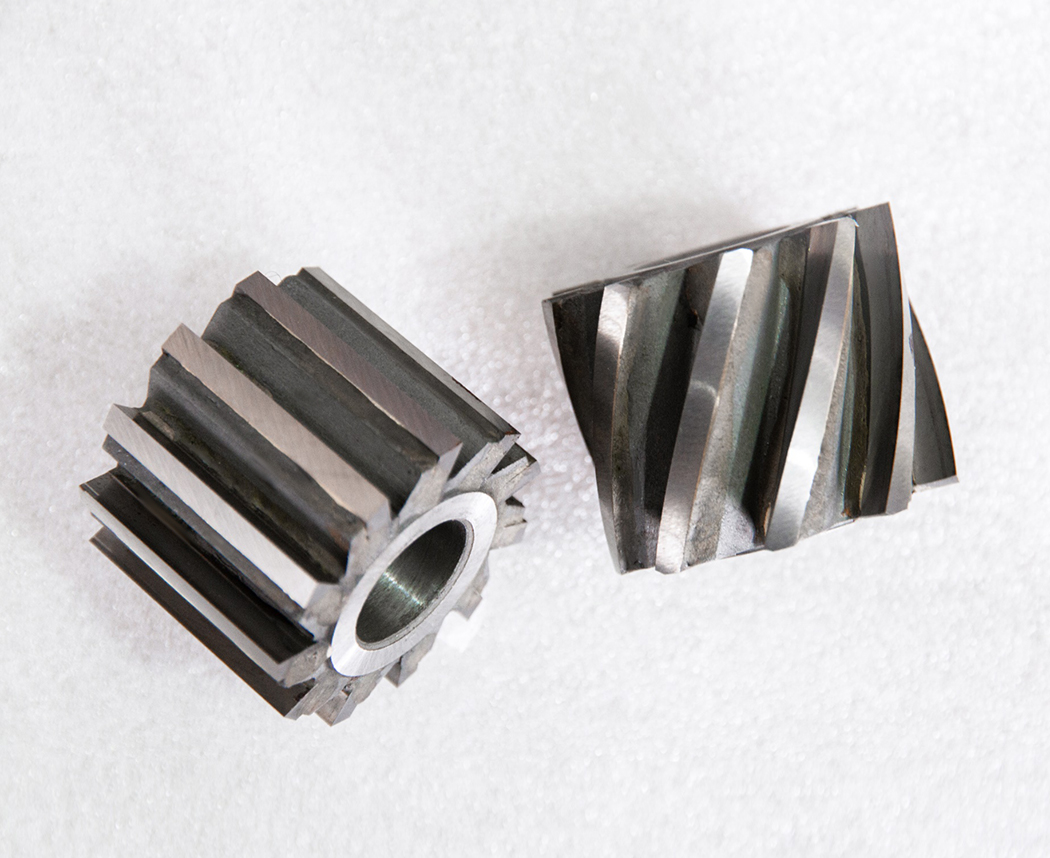
As a core and key component in roll material slitting processing, flat-mouth circular knives are widely used in the precision slitting of various flexible and semi-rigid materials such as fabrics, films, paper, adhesive tapes, leather, and non-woven fabrics. Their cutting accuracy directly determines the dimensional consistency of products, the quality of cutting edges, and the processing efficiency of subsequent processes, and is a core link to ensure the stability of production quality. To strictly standardize the cutting accuracy control process of flat-mouth circular knives, clarify the technical requirements of each link, and ensure that the slit products meet industry standards and customer needs, this specification is formulated in combination with relevant industry standards (such as QB/T 1567-1992, QB/T 1490-2011) and practical production experience. It covers the full-process accuracy guarantee requirements including tool selection, installation and commissioning, process control, and maintenance, ensuring that all operations are standardized, normalized, and implementable.
I. Tool Selection and Quality Control (Source Guarantee of Accuracy)
The quality of the flat-mouth circular knife itself is the foundation for ensuring cutting accuracy. It is necessary to strictly select tools in accordance with processing needs and industry standards, strengthen incoming quality inspection, and eliminate accuracy hazards from the source.
(I) Requirements for Tool Material and Heat Treatment
According to the characteristics of the slitting material, cutting speed, and service life requirements, reasonably select tool materials. Prioritize the selection of high-quality alloy materials such as high-speed steel (HSS), tungsten steel (cemented carbide), Cr12MoV, SKD11, and SKH51 to ensure uniform material, no impurities, no cracks, and compliance with the technical requirements of GB/T 1299 Alloy Tool Steel. The tool must undergo a strict heat treatment process, and the hardness of the cutting edge must meet the specified standard (e.g., HRC ≥ 58, which can be increased to HRC 62-64 for high-speed steel materials) to ensure uniform hardness and good toughness, effectively avoid problems such as cutting edge chipping and uneven wear, ensure stable performance of the cutting edge during the cutting process, and provide basic support for accuracy control. Demagnetization treatment must be performed after heat treatment, and the residual magnetic flux after demagnetization shall not exceed 5mT to prevent iron chips from adhering and affecting cutting accuracy.
(II) Requirements for Tool Accuracy Parameters
Strictly control the key accuracy parameters of the flat-mouth circular knife in accordance with the relevant requirements of GB/T 1184-1996 Geometric Tolerances. The specific parameter standards are as follows:
?Flatness and Parallelism: The parallelism tolerance of the two planes of the knife body shall be controlled within ≤ 0.005~0.01mm, adjusted according to the outer diameter of the knife. When the outer diameter is ≤ 400mm, the flatness and parallelism of the supporting surface shall meet the Level 3 requirements in Tables B1 and B3 of GB/T 1184-1996 to ensure uniform force during the rotation of the knife body and avoid problems such as one side being cut through, the other side having burrs, and left-right dimensional deviation.
?Dimensional Tolerance: The inner hole tolerance shall comply with H6/H7 grade, and the matching knife shaft tolerance shall be g6/h6 to ensure tight fit between the knife body and the knife shaft; the outer diameter tolerance shall be controlled within ±0.01~0.03mm according to the slitting width accuracy requirements. The dimensional deviation between the inner hole and the outer diameter shall strictly comply with industry standards and product design requirements to avoid excessive rotational runout caused by an oversized inner hole, which may lead to hidden dangers such as wavy cutting edges and dimensional deviation. The outer diameter, inner diameter, and thickness of the knife can be customized according to production needs, and conventional specifications shall comply with general industry standards.
?End Face Perpendicularity: The perpendicularity between the cutting edge and the end face of the knife body shall be strictly controlled, with a tolerance grade not lower than Level 7 in Table B4 of GB/T 1184-1996 to avoid problems such as oblique cutting, offset edge, and one-sided wear, and ensure uniform contact between the entire circumference of the cutting edge and the slitting material.
?Cutting Edge Accuracy: The cutting edge shall be precision ground, and the cutting edge shall be continuous and smooth under a microscope, without gaps, serrations, or chipping. The cutting edge angle shall be uniformly set according to the characteristics of the slitting material: 15°~25° for soft materials (such as fabrics and films) and 25°~35° for hard materials (such as paper, leather, and thick cardboard). The thickness of the cutting edge shall be uniform to ensure consistent cutting force during the cutting process and avoid defects such as scratches, breakpoints, and fluff.
(III) Incoming Quality Inspection Specifications
When the tools enter the factory, professional inspectors shall be organized to conduct comprehensive inspections on the flatness, parallelism, dimensional tolerance, end face perpendicularity, and cutting edge status of the tools using precision testing tools such as dial gauges, micrometers, and microscopes in accordance with the above accuracy parameter requirements. At the same time, relevant documents such as material certificates and heat treatment reports shall be verified to ensure compliance with industry standards and production requirements. Only qualified tools can be put into storage; unqualified tools are strictly prohibited from being stored and put into use. An incoming tool inspection ledger shall be established to record in detail the tool model, specification, inspection results, storage time, and other information to achieve traceable management.
II. Standardized Installation and Concentricity Control (Core Link of Accuracy)
The installation quality of the flat-mouth circular knife directly affects its rotational stability. It is necessary to carry out installation and commissioning in strict accordance with the standardized process, focusing on controlling concentricity, runout, and clamping accuracy to avoid accuracy deviation caused by improper installation.
(I) Pre-installation Preparation Work
1.Equipment Inspection: Before installation, comprehensively inspect the relevant components of the slitting equipment such as the knife shaft, bearings, and knife rest to confirm that the knife shaft is free of wear and deformation, the bearings (preferably P4 and P5 grade precision bearings) rotate flexibly without jamming or excessive clearance, the knife rest is correctly positioned and firmly fixed, and the entire equipment is free of looseness and abnormal vibration to ensure that the equipment foundation meets the installation requirements.
2.Cleaning Treatment: Thoroughly clean the surface of the knife shaft, the inner hole of the knife body, gaskets, and clamping parts to remove iron chips, oil stains, glue stains, burrs, and other debris, ensuring that the clamping surface is flat and clean. This avoids eccentricity and inclination of the knife body caused by tiny debris, which affects rotational concentricity. After cleaning, wipe it clean with a dust-free cloth to ensure no residual stains.
3.Tool Preparation: Prepare special installation tools, including torque wrenches, dial gauges, micrometers, hex wrenches, tool changers, etc., to ensure that the tool accuracy meets the inspection and installation requirements, avoiding installation deviation or tool damage caused by insufficient tool accuracy. At the same time, wear protective equipment such as cut-resistant gloves and goggles to ensure operational safety.
(II) Standardized Installation Process
1.Tool Positioning: Smoothly sleeve the flat-mouth circular knife onto the knife shaft, ensure tight fit between the knife body and the knife shaft, align with the positioning key or slot, adjust the tool position according to slitting needs, and ensure that the tool installation direction is correct (consistent with the direction indicated by the equipment arrow). Reverse installation is strictly prohibited to avoid safety hazards such as blade collision and accuracy deviation.
2.Gasket Installation: According to the tool thickness and installation requirements, select gaskets with uniform thickness, no deformation, and no burrs. Install the gaskets flat to ensure uniform force on both ends of the knife body, avoiding knife body deformation or excessive runout caused by inclined gaskets. The gasket specification shall match the tool and knife shaft, and damaged or deformed gaskets are strictly prohibited from being used.
3.Locking and Fixing: Use a torque wrench to uniformly lock the nut according to the torque value specified in the equipment manual. The locking force shall be moderate to avoid knife body deformation and cutting edge damage caused by over-tightening, or knife body swing and offset during rotation caused by under-tightening. During the locking process, gradually tighten in a diagonal sequence to ensure that the knife body is firmly fixed and uniformly stressed; violent tightening is strictly prohibited.
(III) Concentricity and Runout Control
After installation, strictly inspect the radial runout and end face runout of the tool to ensure compliance with the following standards:
?Radial Runout: When the flat-mouth circular knife rotates, the radial runout of the outer circle shall be controlled within ≤ 0.01~0.02mm, and the radial circular runout tolerance grade shall not be lower than Level 7 in Table B4 of GB/T 1184-1996 to avoid wavy cutting edges and fluctuating dimensions caused by excessive runout. During inspection, use a dial gauge to uniformly detect no less than 3 points on the entire circumference of the tool outer circle to ensure accurate data.
?End Face Runout: The end face runout of the knife body shall be controlled within ≤ 0.01mm, and the end face circular runout tolerance grade of the two supporting surfaces relative to the inner hole axis (datum) shall not be lower than Level 6 in Table B4 of GB/T 1184-1996 to avoid defects such as uneven cutting depth, burrs, and indentations caused by excessive end face runout, and ensure uniform contact between the cutting edge and the material during the cutting process.
If the runout exceeds the standard, it is necessary to re-disassemble, clean, and install, adjust the gasket position or replace the gasket until the runout meets the standard; if the knife shaft or tool is deformed, the relevant components shall be replaced in a timely manner, and forced use is strictly prohibited. After installation, manually rotate the blade to check for no jamming, friction, or abnormal vibration. After confirming that the protective cover and safety interlock are restored to their positions, subsequent commissioning can be carried out.
III. Cutting Parameter Optimization and Process Control (Stability Guarantee of Accuracy)
During the cutting process, it is necessary to optimize and adjust key parameters such as cutting gap, cutting pressure, and material tension according to the characteristics of the slitting material, cutting speed, and slitting width, strengthen process control, and ensure the continuous stability of cutting accuracy.
(I) Cutting Gap (Side Gap) Adjustment
Flat-mouth circular knives mostly adopt the "lower knife + bottom knife" opposite cutting or single-knife pressure cutting mode. The cutting gap shall be accurately adjusted according to the thickness and hardness of the slitting material to ensure uniform and reasonable gaps. The specific standards are as follows:
?Soft Films (PVC, PE, PET, etc.): The gap is controlled at 0.01~0.03mm to ensure smooth cutting edges without wire drawing or burrs, avoiding burrs caused by excessive gaps, or knife gnawing, heating, and material stretching deformation caused by insufficient gaps.
?Non-woven Fabrics, Paper, Masking Tape, etc.: The gap is controlled at 0.02~0.05mm to balance cutting efficiency and cutting edge quality, avoiding problems such as continuous wires and burrs, and ensuring accurate slitting width.
?Thin Fabrics, Leather, Rubber, etc.: The gap is controlled at 0.03~0.08mm to adapt to the toughness characteristics of the material, avoid material tearing and cutting edge inclination during the cutting process, and ensure flat cutting edges.
After adjusting the gap, conduct a test cutting to observe the cutting edge quality, and fine-tune the gap according to the test cutting results to ensure that the gap is uniform around the entire circumference, without local excessive or insufficient gaps.
(II) Cutting Pressure and Depth Control
The cutting pressure shall be reasonably set according to the characteristics of the slitting material and the state of the tool cutting edge, following the principle of "just cutting through, no extrusion, no stretching" to avoid accuracy impact caused by improper pressure:
?Excessive Pressure: Will cause material deformation and stretching, resulting in defects such as inaccurate slitting width, cutting edge shrinkage, and indentations, and at the same time accelerate tool wear and shorten tool service life.
?Insufficient Pressure: Will cause the material to be not completely cut through, resulting in continuous wires and burrs, affecting product quality, and even requiring secondary cutting, reducing production efficiency.
The cutting depth shall match the material thickness to ensure that the cutting edge completely cuts into the material but does not damage the equipment bottom knife or workbench surface. During the test cutting process, gradually adjust the pressure and depth until the optimal cutting effect is achieved, record the relevant parameters, form a standardized operating procedure (SOP), and the standard parameters can be directly used for slitting similar materials in the future.
(III) Parallelism Control of Upper and Lower Knives
When adopting the opposite cutting mode, the axes of the upper and lower knives must be strictly kept parallel. If there is a parallelism deviation, it will cause one end to be tight and the other end to be loose during the cutting process, resulting in the cutting edge gradually widening or narrowing from left to right, which seriously affects the cutting accuracy. During adjustment, use a dial gauge to detect the parallelism of the upper and lower knives to ensure that the deviation is ≤ 0.01mm. After adjustment, fasten the knife rest and conduct another inspection to avoid loosening during subsequent operation.
(IV) Material Tension and Feeding Accuracy Control
Material tension and feeding accuracy are important factors affecting cutting accuracy and must be strictly controlled to avoid accuracy deviation caused by material offset and stretching:
?Constant Tension Control: Adopt a professional tension control system to ensure uniform and stable material tension during the slitting process, with the tension fluctuation range controlled within ±5%, avoiding material stretching and shrinkage caused by fluctuating tension, which may lead to problems such as inaccurate slitting width and inclined cutting edges.
?Guide Roller Parallelism Adjustment: The equipment guide rollers must be strictly kept parallel, and the surface of the guide rollers must be free of wear and debris to avoid material deviation caused by non-parallel guide rollers, which affects cutting accuracy. After adjustment, conduct a test feeding to observe the material operation status and ensure no deviation.
?Stable Feeding Speed: The feeding speed shall match the rotation speed of the knife and maintain uniform operation, with a speed fluctuation of ≤ 3%, avoiding fluctuations in cutting spacing and slitting width caused by speed fluctuations, and ensuring the consistency of cutting accuracy.
(V) Process Inspection and Quality Monitoring
Establish a normalized process inspection mechanism, and arrange professional operators to conduct an inspection on cutting accuracy, cutting edge quality, and tool operation status every 30 minutes, focusing on the following contents:
?Accuracy Inspection: Use a caliper to measure the width of the slit product at multiple points, record the data, and ensure that the width deviation meets the product requirements (usually ≤ ±0.05mm). If a deviation occurs, adjust the relevant parameters in a timely manner.
?Cutting Edge Quality: Observe whether the cutting edge is smooth, free of burrs, wire drawing, and indentations. If abnormalities occur, check parameters such as tool cutting edge status, cutting gap, and pressure, and adjust in a timely manner.
?Tool Status: Check whether the tool has one-sided wear, cutting edge chipping, excessive runout, etc. If abnormalities occur, shut down the machine for treatment in a timely manner to avoid further deterioration of accuracy.
Establish a process inspection ledger to record in detail the inspection time, test data, abnormal conditions, and handling measures to achieve process traceability. For frequent accuracy deviation problems, organize technical personnel to analyze the causes, formulate improvement measures, and continuously optimize the accuracy control level.
IV. Tool Maintenance and Cutting Edge Repair (Long-term Guarantee of Accuracy)
The maintenance of flat-mouth circular knives directly affects their service life and accuracy stability. It is necessary to establish a complete maintenance system, regularly clean, inspect, grind, and store the knives to ensure that the knives are in good working condition for a long time.
(I) Daily Maintenance
1.Cleaning Maintenance: After each use, timely clean the material debris, oil stains, and other debris on the tool surface and cutting edge, wipe it clean with a special cleaning agent to avoid cutting edge wear and corrosion caused by residual debris. After cleaning, apply anti-rust oil to the cutting edge and tool surface to prevent rust, and pay special attention to avoiding collision and scratch of the cutting edge.
2.Status Inspection: Before starting the machine every day, check the runout, cutting edge status, and clamping firmness of the tool. If problems such as cutting edge wear and excessive runout are found, handle them in a timely manner to avoid operation with faults.
3.Equipment Coordination Maintenance: Regularly check the wear of equipment components such as the knife shaft, bearings, and knife rest, and lubricate, adjust, or replace them in a timely manner to ensure stable equipment operation and provide guarantee for tool accuracy. At the same time, check equipment components such as the protective cover and safety interlock to ensure operational safety.
(II) Cutting Edge Repair and Grinding Specifications
When the tool cutting edge is worn, has burrs, slight chipping, or other conditions that affect cutting accuracy, the cutting edge must be repaired in a timely manner, and the worn tool is strictly prohibited from continuing to be used. Grinding shall use special precision grinding equipment such as centerless grinders and flat circular knife grinders, preferably CNC grinders such as the WG350-IIK2 type. By inputting working parameters for programming, the servo motor controls the grinding process to achieve automatic grinding, automatic feeding, and automatic compensation, ensuring that the working accuracy of the cutterhead spindle and grinding wheel spindle is controlled within 0~5μm, and the ground circular knife meets the new knife factory standard.
During the grinding process, strictly control the cutting edge angle, flatness, and parallelism to ensure that the ground cutting edge is sharp and uniform, without burrs or chipping, and the dimensional accuracy meets the requirements. After grinding, accuracy inspection must be carried out, and the tool can be put into use only after passing the inspection. The number of grinding times shall be reasonably controlled according to the tool material and usage conditions to avoid excessive grinding leading to thinning of the knife body and dimensional deviation, which affects cutting accuracy.
(III) Tool Storage Specifications
Idle tools shall be stored in accordance with the following requirements to avoid deformation and damage:
?Storage Environment: Store in a dry, ventilated, and clean warehouse, avoid humid, high-temperature, and corrosive environments to prevent tool rust and deformation.
?Storage Method: Store in a vertical hanging manner, strictly prohibit flat placement to avoid deformation of the knife body plane; the cutting edge of the tool shall be well protected to avoid collision and scratch, and a special knife cover can be used to wrap the cutting edge.
?Classified Storage: Store according to tool model, specification, and material, and make clear marks for easy access. At the same time, avoid mixing tools of different specifications to prevent collision and damage.
V. Equipment Rigidity and Environmental Control (Auxiliary Guarantee of Accuracy)
(I) Equipment Rigidity Guarantee
The rigidity of the slitting equipment directly affects the operational stability of the tool. It is necessary to ensure sufficient rigidity of the equipment knife shaft, preferably adopting a thick shaft and short span structure to avoid vibration during high-speed rotation caused by a too thin knife shaft diameter and a too large aspect ratio, which may lead to fluctuations in cutting accuracy. The equipment frame shall be firm without looseness or deformation, and the foundation of the high-speed slitting machine shall be flat and stable to reduce vibration during equipment operation. At the same time, regularly check the dynamic balance of the equipment belt and motor to avoid vibration transmission to the knife roller, which affects cutting accuracy.
(II) Environmental Control Requirements
The slitting operation environment shall be kept clean and dry, with the temperature controlled at 18~25℃ and the relative humidity controlled at 40%~60%, to avoid tool deformation and material shrinkage/expansion caused by excessively high, low temperature, or high humidity, which affects cutting accuracy. The operation area shall be far away from vibration sources to avoid external vibration affecting the operational stability of the equipment. At the same time, keep the operation area clean to avoid debris entering the equipment or adhering to the tool and material surface, ensuring the smooth progress of the cutting process.
VI. Personnel Training and Standardized Management (Implementation Guarantee of Accuracy)
Establish a complete personnel training system, and regularly conduct professional training for operators, inspectors, and maintenance personnel, including knowledge related to the selection, installation, commissioning, maintenance, and accuracy inspection of flat-mouth circular knives, as well as equipment operation specifications and safety precautions, to ensure that relevant personnel are proficient in the key points of accuracy control and have the ability to independently handle common accuracy problems.
Formulate a standardized operating procedure (SOP) to clarify the operation process, technical parameters, and inspection standards of each link, standardize the behavior of operators, and ensure that all operations are carried out in accordance with the standards. Establish a quality traceability system to record all links such as tool selection, incoming inspection, installation and commissioning, process inspection, and maintenance, ensuring that the cause can be quickly located and rectified in a timely manner when an accuracy problem occurs. At the same time, regularly organize technical seminars, summarize accuracy control experience, continuously optimize the operation process and technical parameters, and continuously improve the stability and consistency of the cutting accuracy of flat-mouth circular knives.
VII. Accuracy Inspection Standards and Unqualified Handling
(I) Accuracy Inspection Standards
Strictly conduct accuracy inspection in accordance with the following standards to ensure that the accuracy of the slit products and tools meets the requirements:
?Tool Accuracy Inspection: Use precision tools such as dial gauges, micrometers, and microscopes to conduct inspection in accordance with the "Tool Accuracy Parameter Requirements" in Part I of this specification. Unqualified tools are strictly prohibited from being put into use.
?Cutting Accuracy Inspection: The width deviation of the slit product is ≤ ±0.05mm, the perpendicularity deviation of the cutting edge is ≤ 0.03mm/m, the cutting edge is free of burrs, wire drawing, indentations, and tearing, and the dimensional consistency meets the product design requirements and industry standards.
(II) Unqualified Handling Process
If the tool accuracy is found to be unqualified during inspection, immediately stop using it, store it in isolation, mark the cause of unqualified, contact the supplier or grinding organization for handling, and promptly scrap the tools that cannot be repaired. If the cutting product accuracy is found to be unqualified, immediately shut down the machine, check relevant factors such as tool status, installation accuracy, cutting parameters, and material tension, adjust and rectify in a timely manner. After rectification, conduct a test cutting, and resume production only after passing the inspection. Isolate, mark, and review the unqualified products, and rework, repair, or scrap them according to the review results. At the same time, analyze the cause of unqualified, formulate preventive measures, and avoid the recurrence of similar problems.