

News Center
Recommending Products


Contact: Mr. Jin
Tel: 13901575780
0512-52428686
Contact: Mr. Zha
Tel: 13913639797
0512-52422071
Address: No. 59, Huyi Road, Liantang, Shanghu Town, Changshu City, Jiangsu Province.
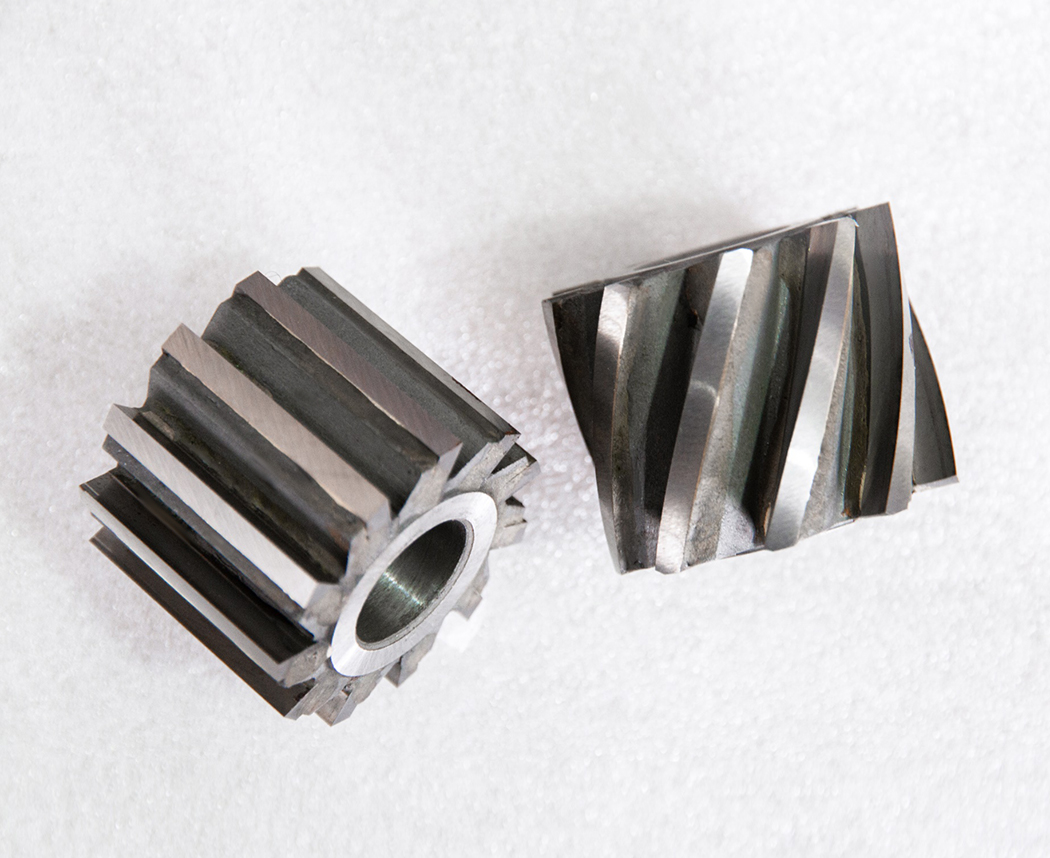
What issues should be noted when machining high-speed steel single angle milling cutters
Precautions for machining high-speed steel single angle milling cuttersSources:m.czcgzx.com | PublishDate:2026.03.09
1、 Tool selection and installation
Select high-speed steel single angle milling cutters that match the specifications, angles, blade numbers, and accuracy levels based on the processed material, groove angle, depth, and precision requirements.
Before installation, check the cutting tools: the cutting edge should be free of chipping, cracks, wear, rust, and the handle should not be deformed.
When clamping, ensure that the clamping length is appropriate, the clamping is firm, and the coaxiality is good, to avoid vibration, tool breakage or breakage caused by excessive overhang.
Ensure that the rotation direction of the milling cutter is consistent with the cutting direction, and reverse cutting is strictly prohibited.
2、 Selection of cutting parameters
The heat resistance of high-speed steel single angle milling cutters is poor, and a moderate to low cutting speed must be selected. It is strictly prohibited to use too high a speed to cause rapid tool wear and annealing softening.
The feed rate should be reasonably controlled according to the material hardness, groove width, and depth. If it is too large, it is easy to break the blade, and if it is too small, it is easy to produce chip lumps.
The cutting depth should be gradually increased, with appropriate allowance for rough machining and precision machining to ensure size and surface quality.
When processing difficult to cut materials such as stainless steel, quenched and tempered steel, and mold steel, the speed should be further reduced and lubrication should be increased.
3、 Cooling and lubrication
High speed steel cutting tools are sensitive to temperature and must be thoroughly filled with cutting fluid. Dry cutting is strictly prohibited.
Cutting fluid should be directly injected into the cutting edge and cutting area to ensure timely cooling, lubrication, and chip removal.
Reasonable selection of cutting fluid: Emulsified fluids or cutting oils are commonly used for processing steel to improve tool life and surface smoothness.
4、 Processing operations and process control
Before processing, confirm that the workpiece is firmly clamped and positioned reliably to avoid loosening during processing, causing cutting, scrapping, and dimensional deviations.
When cutting, use a smooth cut to avoid impact, sharp cutting, and sudden changes in direction, and prevent uneven force on the single angle blade from causing damage.
Pay attention to smooth chip removal, as chip blockage can easily cause tool squeezing, pulling, and tool overheating.
If there are abnormal vibrations, abnormal noises, increased burrs, or rough surfaces during the processing, the machine should be stopped immediately to check the parameters, cutting tools, and clamping.
5、 Dimensional accuracy and surface quality control
Single angle milling cutters are commonly used for chamfering, slotting, angled surfaces, T-grooves, dovetail grooves, and other forming processes. The angle accuracy depends on the accuracy of the tool itself, and the tool angle needs to be checked before use.
Before precision machining, check the wear of the cutting tool. If the wear of the cutting edge exceeds the standard, it must be repaired in a timely manner, otherwise it will affect the angle, size, and surface roughness.
Avoid repeated meaningless cutting to reduce workpiece hardening and tool wear.
6、 Tool maintenance and safety
Clean the tools in a timely manner after use, apply oil to prevent rust, store them in categories, and avoid collision damage to the cutting edge.
After tool wear, professional personnel should grind the angle and edge to ensure cutting performance.
During processing, safety operating procedures must be followed, protective equipment must be worn, and gloves are strictly prohibited from approaching rotating cutting tools.